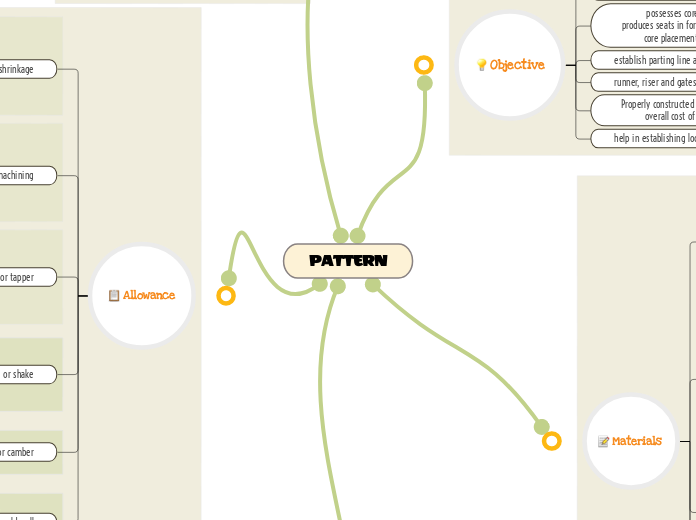
Objective
it form mould cavity for casting
possesses core prints which
produces seats in form of extra recess for
core placement in the mould.
establish parting line and parting surface
runner, riser and gates may be part of pattern
Properly constructed patterns minimize
overall cost of the casting.
help in establishing locating pins
Materials
Wood
most common, light weight, affordable
good surface finish
1.susceptible to shrinkage and warpage
2.short life span due to moisture
3.wear and tear
4. cannot withstand rough handling
shisham, kail, teak wood, mahogany
metal
for large number of casting
ADV: not affected by moisture
less wear and tear
longer life span
withstand corrosion
good strength to weight ratio
DISADV: high cost
high weight
tendency to rust
cast iron, brasses bronze , aluminium alloys
plastic
lighter, stronger resistance to moisture and corrosion, non sticky to mould sand and durale
fragile, breaks under sudden loading, may need metal reinforcement
thermosetting resin, phenolic resin
plaster
easily cast and worked with wooden tools
ADV: high compression strength
high expansion setting type which compensate
for the shrinkage allowance of the casting metal
wax
excellent for investment casting
paraffin wax, shellac wax, bees-wax, cerasin wax and micro-crystalline wax
Types
one piece (solid pattern)
two piece (split pattern)
cope and drag
three piece (multi piece)
loose piece
match piece
follow board
gatted
sweep
skeleton
Segmental (part pattern)
Allowance
shrinkage
liquid contraction: contraction during the period in which the liquid cool down due to pouring
solidifing contraction: contraction due to cooling to solid
contraction till it reaches room temperature
machining
+ve allowance given to compensate metal lost during machining
depends on size of casting, method of machining and finishing
3 to 8 mm
draft or tapper
+ve allowance given to all vertical surface
easier withdrawal
depends on size and moulding method
10-55mm/mt
rapping or shake
pattern rapped to increase size of cavity
-ve, only for large casting
0.5 to 1.0mm
distorsion or camber
applied to casting which have tendency to distort when cooling due to thermal stress
mould wall
mould wall movement
due to static pressure at the surface layer of sand at mould metal interface
Factors affecting
selection of
material
number of castig
type of mould material
process of moulding
method of moulding
degree of dimensional accuracy
minimum thickness
shape, complexity and size
cost