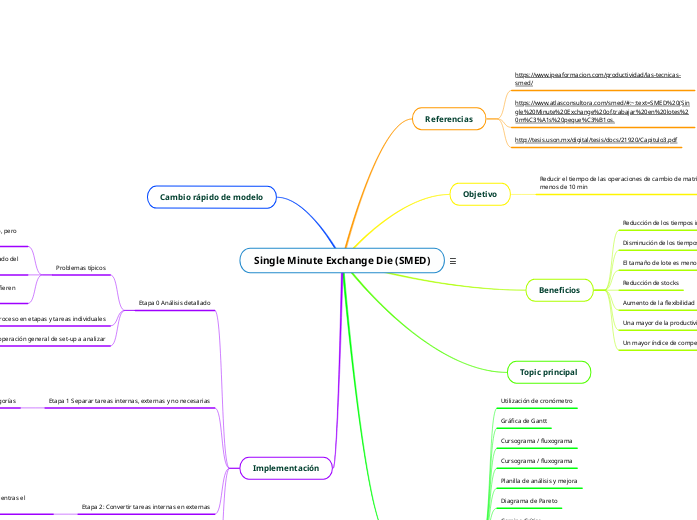
Single Minute Exchange Die (SMED)
Referencias
Objetivo
Reducir el tiempo de las operaciones de cambio de matriz en menos de 10 min
Beneficios
Reducción de los tiempos improductivos
Disminución de los tiempos de producción de lote
El tamaño de lote es menos
Reducción de stocks
Aumento de la flexibilidad
Una mayor de la productividad
Un mayor índice de competitividad
Topic principal
Herramientas
Utilización de cronómetro
Gráfica de Gantt
Cursograma / fluxograma
Cursograma / fluxograma
Planilla de análisis y mejora
Diagrama de Pareto
Camino Crítico
Control Estadístico de Procesos (SPC)
Histogramas
Medias – Modas – Medianas
Diagrama de Ishikawa
Análisis Inverso
Diagrama del Proceso de Operación
Benchmarking
Cambio rápido de modelo
Implementación
Etapa 0 Análisis detallado
Problemas típicos
Tareas que podrían hacerse con el equipo funcionando, pero que se realizan con el equipo parado
Tiempos muertos innecesarios por el manejo inadecuado del equipo
Variaciones debido a procedimientos y técnicas que difieren de persona a persona
Subdividir el proceso en etapas y tareas individuales
Identificar el equipo y operación general de set-up a analizar
Etapa 1 Separar tareas internas, externas y no necesarias
Clasificar en 3 categorías
Internas: tareas que deben realizarse con el equipo parado (o a velocidad reducida)
Externas: tareas que se realizan con el equipo en movimiento (produciendo a velocidad normal), antes o después del cambio
Innecesarias: tareas que no tienen que ver con el proceso de set-up
Etapa 2: Convertir tareas internas en externas
¿Cuáles de estas tareas podrían realizarse mientras el proceso funciona normalmente?
Herramientas que se transportan
Insumos o materias primas que se abastecen
Ajustes o cambios que se realizan con una mayor frecuencia a la necesario
Recursos que no se encuentran disponibles al momento en que la máquina se detiene
tareas de pre acondicionamiento que podrían realizarse con la máquina en funcionamiento
Etapa 3: Perfeccionar tareas internas y externas con SMED
Dividirlas en operaciones elementales y luego optimizarlas
Priorizar la optimización de acuerdo al análisis ABC
Plantear un nuevo punto de partida para nuevas mejoras
Validar si los resultados alcanzados fueron los esperados para replicar